TL;DR:
- Fluoropolymer coatings provide excellent resistance to heat, chemicals, and UV, but their performance depends on proper system design and application. Selecting the correct resin family and ensuring thorough surface preparation are critical for long-term durability in Florida’s harsh environment. Regular inspections and adherence to verified application protocols are essential to maximize lifespan and achieve the projected lifecycle benefits.
Many facility managers and procurement officers treat fluoropolymer coatings as a near-permanent fix for corrosion and UV degradation. The reality is more nuanced. Fluoropolymer coatings are not indestructible; their performance is entirely system-dependent and requires proper specification, surface preparation, and application discipline. For Central Florida infrastructure projects battling relentless sun, humidity, and chemical exposure, understanding what actually drives fluoropolymer performance is the difference between a 20-year asset and a costly premature failure.
Table of Contents
- What are fluoropolymer coatings?
- Fluoropolymer types and their key properties
- How fluoropolymer coatings are applied
- Where fluoropolymer coatings excel: Infrastructure and durability
- Limitations and the importance of system design
- A smarter approach to specifying fluoropolymer coatings
- Get expert guidance for your next coating project
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Defined by chemistry | Fluoropolymer coatings use carbon–fluorine bonds for exceptional chemical and thermal resistance. |
| System design matters | Durability depends on substrate prep, primer choice, application, and curing—not just the resin. |
| Best for harsh conditions | These coatings excel in protecting assets against Florida’s UV, moisture, and corrosive environments. |
| Not indestructible | Fluoropolymer coatings can wear or fail if misapplied or underspecified in the overall system. |
| Require expert specification | Long-term performance and asset protection require full system benchmarks and ongoing maintenance. |
What are fluoropolymer coatings?
Fluoropolymer coatings are a specialized class of protective finish built around polymers containing fluorine atoms bonded to a carbon backbone. That chemistry is what separates them from conventional epoxies and polyurethanes. The carbon-fluorine bond is one of the strongest in organic chemistry, and it gives these coatings their signature resistance to heat, chemicals, UV radiation, and moisture.
In practical terms, fluoropolymer coatings are protective systems built from fluoropolymer resins including PTFE (polytetrafluoroethylene), PFA (perfluoroalkoxy), FEP (fluorinated ethylene propylene), ETFE (ethylene tetrafluoroethylene), and ECTFE (ethylene chlorotrifluoroethylene). Each resin family carries a distinct balance of thermal performance, flexibility, chemical resistance, and application requirements. Selecting the wrong one for your substrate or service environment is a spec mistake you will feel in year three or four when premature chalking or adhesion loss starts showing up.
The exceptional thermal and chemical stability of PTFE and related fluoropolymers comes directly from those strong carbon-fluorine bonds. In Florida’s climate, where surface temperatures on a steel water tank can exceed 160°F on a clear August afternoon and coastal spray is a daily reality, that molecular-level durability is not a nice-to-have. It is a prerequisite.
Beyond heat and chemical resistance, fluoropolymer coatings offer low surface energy, which means contaminants, biological growth, and chalking byproducts have a hard time bonding to the surface. For assets like municipal storage tanks, bridge components, and outdoor mechanical housings, that low-maintenance characteristic directly reduces lifecycle costs. You can learn more about how this plays out over time in our breakdown of infrastructure coating durability.
| Property | Fluoropolymer coating | Standard epoxy | Polyurethane |
|---|---|---|---|
| UV resistance | Excellent | Poor to moderate | Moderate |
| Chemical resistance | Excellent | Good | Moderate |
| Heat resistance | Excellent | Moderate | Moderate |
| Non-stick/low surface energy | Excellent | Poor | Poor |
| Application complexity | High | Moderate | Moderate |
“Fluoropolymer coatings are not a drop-in upgrade. They are a system investment that delivers exceptional returns only when every layer, from substrate to topcoat, is correctly specified and applied.”
Fluoropolymer types and their key properties
Understanding the resin chemistry helps, but real-world performance depends on picking the right fluoropolymer system for your environment. The five major resin families each have a specific performance sweet spot, and substituting one for another because of cost or availability can undermine the entire system.
The key fluoropolymer families each offer different performance balances, with PTFE standing out for chemical resistance and thermal stability but requiring special processing, while PFA, FEP, ETFE, and ECTFE each bring their own trade-offs in flexibility, impact resistance, and coating thickness capability.
| Resin type | Max service temp | Chemical resistance | Key strength | Typical use case |
|---|---|---|---|---|
| PTFE | 500°F+ | Outstanding | Non-stick, chemical inertness | Industrial linings, high-heat equipment |
| PFA | 500°F | Outstanding | Flexibility at high heat | Chemical processing equipment |
| FEP | 400°F | Excellent | Clear film, easy processing | Corrosion-resistant linings |
| ETFE | 300°F | Very good | Impact resistance, flexibility | Exterior architectural coatings |
| ECTFE | 340°F | Excellent | Permeation resistance | Chemical storage tanks, pipelines |
Matching the right fluoropolymer to your application:
- Exterior water tanks and municipal structures: PVDF (a PTFE-family resin blended at 70% or higher) is the standard for long-term UV and color retention, backed by AAMA 2605 testing requirements.
- Chemical processing or industrial fluid containment: ECTFE or PFA linings are better choices where permeation and aggressive chemical splash are daily realities.
- Architectural and structural steel in outdoor environments: ETFE-based systems offer good impact resistance and handle thermal cycling well, making them practical for bridge components and exposed steel.
- High-temperature equipment or industrial ovens: PTFE applied by powder or dispersion remains the go-to because nothing else matches its thermal ceiling.
- Pipelines with intermittent chemical exposure: FEP thin-film coatings provide corrosion protection with acceptable flexibility for expansion and contraction cycles.
Pro Tip: When reviewing bid specs or product submittals, always ask the manufacturer to confirm the specific resin type and its percentage in the formulation, not just the brand name. A coating labeled “fluoropolymer” could be anywhere from 30% to 70%+ PVDF, and that gap in resin content translates directly to a gap in service life. Smart specification for coatings and asset lifespan starts with reading beyond the marketing sheet.
How fluoropolymer coatings are applied
Once you know which resin to specify, the application process is what actually creates a lasting protective barrier. This is where most fluoropolymer coating failures originate, not in the resin chemistry but in compressed schedules, skipped prep steps, or inadequate cure management. The coating itself is only as good as what it is bonded to and how it was processed.
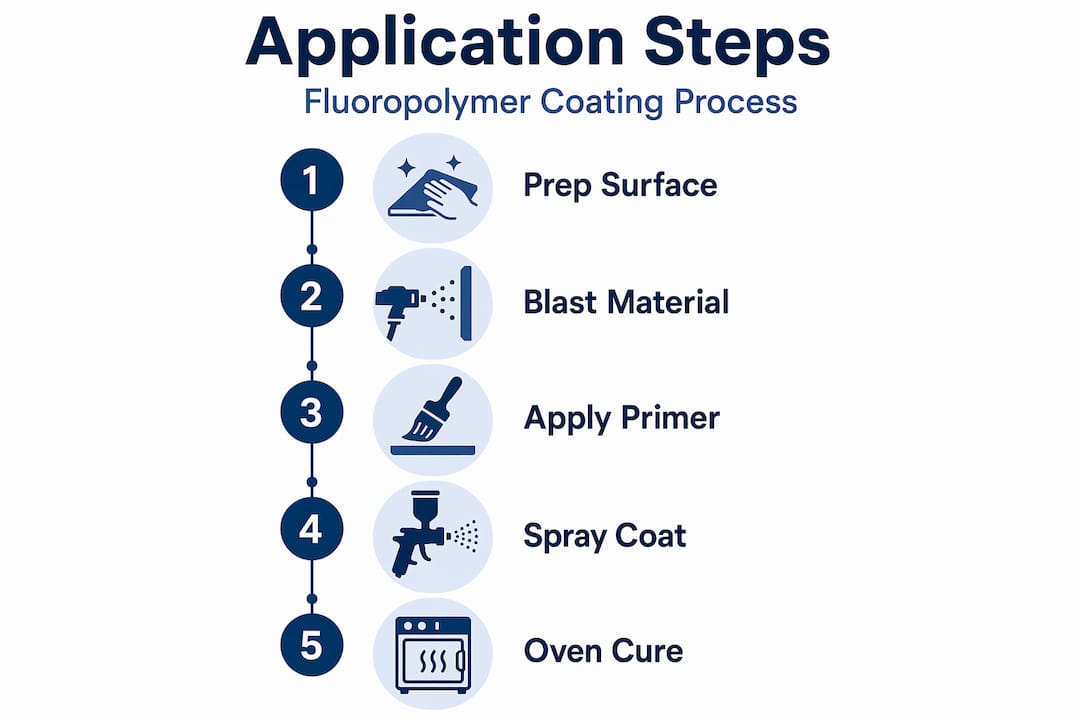
Standard application sequence:
- Surface preparation: Remove all rust, mill scale, oil, grease, and existing coating using abrasive blasting to the correct profile. SSPC-SP 6 is the minimum for many fluoropolymer systems; SP 10 near-white blast is often required for immersion or high-corrosion service.
- Primer application: Apply a chemically compatible primer. For fluoropolymer systems, primer selection is critical because the low surface energy of the topcoat requires specific bonding chemistry. A mismatched primer will fail at the interface.
- Intermediate coat (if required): Some systems require an intermediate layer for additional film build or corrosion resistance before the fluoropolymer topcoat.
- Topcoat application: Apply the fluoropolymer topcoat by liquid spray or powder coating (electrostatic), followed by oven cure to set the film to its final performance state.
- Cure and inspection: Verify cure temperature, dwell time, and film thickness. Document results before releasing the asset for service.
Proper surface prep, including thorough cleaning, abrasive blasting to the correct profile, and controlled curing, is the foundation of effective adhesion and long-term durability. Skipping or shortening any of these steps does not save time; it just moves the cost forward to a future repair cycle.
Statistic callout: Oven cure temperatures for fluoropolymer powder coatings typically range from 700°F to 800°F for PTFE-based systems, while liquid PVDF architectural systems cure at much lower temperatures (around 450°F to 500°F). That difference matters enormously for on-site versus shop application decisions. Field-applied fluoropolymer systems use different resin formulations than shop-applied ones, and mixing up the specs between shop coating and field touch-up is a common and costly error.
Pro Tip: Inspect every stage of the application process independently. Most fluoropolymer failures that show up at year two or three can be traced back to a specific step that was rushed or inadequately documented. Use the surface adhesion guide to define hold points and acceptance criteria before work begins. And if your project is large enough to warrant it, a qualified coating inspector on-site during application is an investment that pays back many times over.
Where fluoropolymer coatings excel: Infrastructure and durability
With process and chemistry understood, let’s translate these advantages to high-value field applications in Florida’s toughest environments. Central Florida infrastructure faces a specific combination of stressors that makes coating selection genuinely difficult: intense UV radiation year-round, high humidity and rainfall, coastal salt spray in many locations, and temperature cycling that stresses adhesion bonds daily.
Fluoropolymer topcoats are valued for use on exposed structures like water tanks and bridges, specifically because they defeat UV degradation, weathering, and corrosion at a level that standard paints cannot sustain over a 15 to 25-year service horizon.
Where fluoropolymer coatings are most commonly specified:
- Municipal water storage tanks: The combination of potable water contact requirements, exterior UV exposure, and long maintenance cycles makes PVDF-based systems a preferred choice for tank topcoats.
- Bridges and structural steel: Color and gloss retention under Florida’s intense sun makes fluoropolymer finishes far more cost-effective than repainting every five to seven years with a conventional paint.
- Marine structures and coastal assets: Resistance to salt spray, biological growth, and moisture intrusion reduces maintenance frequency on piers, lock gates, and coastal utility structures.
- Chemical processing and industrial facilities: Tank linings and piping in environments with acid, solvent, or reactive chemical exposure benefit from the permeation resistance of ECTFE and PFA systems.
- Airports and transportation infrastructure: High-traffic areas with fuel spill exposure, chemical cleaning agents, and extreme heat from jet exhaust demand fluoropolymer durability.
The performance benchmark for exterior architectural fluoropolymer coatings is AAMA 2605, which requires testing for a minimum of ten years in South Florida exposure conditions. When you see a product referencing AAMA 2605 compliance in a bid spec, that is the coating industry’s gold standard for long-term UV and weathering resistance in exactly the climate you are working in. Understanding how to extend infrastructure asset life through proper coating specification and the specific benefits of coating water tanks and pipelines are topics worth reviewing when preparing project specifications.
“In Florida, UV degradation is not a long-term risk. It begins degrading standard topcoats within months. Fluoropolymer systems are not a luxury choice for outdoor infrastructure. They are a lifecycle cost decision.”
Limitations and the importance of system design
Even with high-performance chemistry and perfect application, true durability comes down to holistic system design and ongoing stewardship. This is the section that many coating selection conversations skip, and it is exactly where most recurring cost overruns originate.

Fluoropolymer coatings are not permanent corrosion barriers and should function as part of a complete system including primer, intermediate coat, and topcoat, each specified for compatibility with the others and with the substrate. A fluoropolymer topcoat over an incompatible primer on an unprepared steel substrate is not a high-performance system. It is an expensive failure waiting for the right weather event.
Common fluoropolymer coating failure modes:
- Adhesion loss at the primer interface: Usually caused by contaminated substrate, incorrect blast profile, or primer-topcoat incompatibility.
- Film cracking or flaking: Often seen when thermal expansion coefficients are mismatched between the coating layers and the substrate.
- Premature chalking or color fade: A sign that the PVDF percentage in the resin was too low for the UV exposure level, or that cure was incomplete.
- Edge and weld corrosion: Fluoropolymer films on sharp edges and welds are thinner and more vulnerable. Proper stripe coating at every weld seam is a mandatory step, not an optional one.
- Corrosion undercut from mechanical damage: Once the film is breached, corrosion can migrate laterally beneath the coating. Maintenance inspections need to catch mechanical damage early.
Longevity and low-lifecycle-cost claims must be tied to complete system benchmarks and AAMA performance tiers, not just resin chemistry. A vendor who leads with resin marketing and skips over substrate prep requirements and cure documentation is giving you half the story. The other half is the part that determines whether you get 20 years or 7 years out of your investment.
Regular coating inspections on a defined schedule are what bridge the gap between a well-specified system and sustained real-world performance. Pair those inspections with a structured coating maintenance program to catch failures in the early film degradation stage rather than at the point of corrosion breakthrough.
A smarter approach to specifying fluoropolymer coatings
Here is the perspective that years of working on Central Florida industrial and municipal projects has reinforced: procurement teams that lead with brand reputation and resin chemistry alone consistently outspend those who lead with system performance data and verified application controls.
The most expensive coating failures we see in this region share a common pattern. The owner specified a premium fluoropolymer product, a recognized brand with strong marketing materials. But the contractor applied it over a surface that received a quick power wash instead of an abrasive blast. Or the specified primer was substituted with whatever was on the truck. Or the cure schedule was compressed to hit a project deadline. The resin itself performed exactly as advertised. The system failed.
Smart specifiers in Florida do three things differently. They require actual AAMA-tier performance test data for the complete system, not just the topcoat in isolation. They define surface preparation requirements, hold points, and cure documentation as contract requirements, not contractor discretion. And they plan for inspection and maintenance from day one rather than treating the initial coating as a permanent solution.
The contrarian truth is that a well-applied 70% PVDF system over a properly prepared surface with a tested primer will outperform a poorly applied premium PTFE coating every single time. The causes of infrastructure coating failure in Florida almost always point back to process failures, not product failures. Shift your specification focus accordingly, and you will see significantly better lifecycle outcomes without necessarily spending more on materials.
The “set and forget” mindset is the single most costly mistake facility managers make with fluoropolymer systems. These coatings are high performance, but they are not self-maintaining. Annual inspections, prompt repair of mechanical damage, and adherence to the original system specification for touch-up work are what actually deliver the 20-plus year service life the product data sheets reference.
Get expert guidance for your next coating project
Specifying a high-performance fluoropolymer system correctly requires more than pulling a product data sheet. System design, substrate evaluation, surface preparation planning, and full-scope application management are all part of delivering the durability you are paying for.

Southern Sandblasting & Painting LLC has spent over 20 years applying protective coatings to municipal water infrastructure, bridges, industrial facilities, and large-scale commercial assets across Central Florida. We understand the specific demands of Florida’s climate and the compliance requirements that come with public infrastructure work. Our team handles the complete scope, from industrial coatings for Florida infrastructure specification support to abrasive blasting and application, using proven surface prep best practices that protect your investment from day one. Explore the full range of types of industrial coatings we work with and reach out to discuss your next project.
Frequently asked questions
What makes fluoropolymer coatings different from standard epoxies or polyurethanes?
Fluoropolymer coatings excel in chemical, heat, and UV resistance due to strong carbon-fluorine bonds, significantly outperforming epoxies or polyurethanes under harsh outdoor conditions. Epoxies chalk rapidly under UV exposure, and polyurethanes lack the chemical inertness that fluoropolymers deliver in industrial environments.
Are fluoropolymer coatings suitable for potable water applications?
Many fluoropolymer coatings are certified for potable water systems because they are highly inert and resistant to leaching, with documented use on water storage tanks. Always confirm NSF/ANSI certifications with your product supplier before specifying for direct water contact.
How long do fluoropolymer coatings last in Florida’s climate?
With correct system design and maintenance, top-tier fluoropolymer systems such as 70% PVDF can deliver a decade or more of color and gloss retention. AAMA 2605 fluoropolymer coatings are specifically tested for ten years of South Florida sun exposure as the qualification benchmark.
Can fluoropolymer coatings chip or fail?
They can wear, crack, or flake if not properly specified or applied, because film thickness and cure controls are critical to long-term integrity. High durability is a real characteristic, but it is not unconditional.
Why do some fluoropolymer coatings fail sooner than expected?
The most common causes are poor surface preparation, incorrect system specification, or skipped curing steps rather than flaws in the resin itself. Proper application controls including prep, primer selection, and cure management are what separate a 20-year system from a 5-year failure.




