TL;DR:
- Invisible salts and moisture beneath coatings cause premature failure if not properly tested.
- Industry standards require analytical methods like salt measurement and water tests for surface verification.
- Visual inspection alone is insufficient; multi-method verification ensures long-lasting, compliant coatings.
A surface that looks clean can still destroy a coating system from the inside out. Invisible contaminants like soluble salts, moisture, and sulfates hide beneath mill scale and corrosion layers, and surface contamination includes both visible and invisible contaminants that threaten coating performance and asset longevity. For municipal and industrial facility managers in Central Florida, this distinction is not a minor technical detail. It is the difference between a coating that lasts 20 years and one that fails in 18 months. Florida’s humidity, coastal salt exposure, and aggressive UV environment make contamination control more demanding than almost anywhere else in the country. This guide breaks down the types, standards, test methods, and field-tested practices you need.
Table of Contents
- What is surface contamination? Types and impact on infrastructure
- Industry standards for defining and assessing surface cleanliness
- Test methods and verification: From solvent cleaning to salt measurement
- Nuances, edge cases, and expert advice: Getting it right in Florida
- Why visual inspection alone fails: Lessons learned from Florida projects
- Connect with professional surface contamination removal services
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Surface contamination types | Both visible and invisible contaminants must be removed to ensure coating performance and asset durability. |
| Industry standards matter | SSPC and ISO benchmarks—plus local protocols—help managers define, test, and verify surface cleanliness. |
| Verification is essential | Multi-method testing—including salt meters and water break—outperforms visual inspection alone. |
| Florida climate nuances | Humidity accelerates hidden salt risks; local expertise and careful flash rust management are crucial. |
| Professional support | Certified sandblasting and coating contractors ensure compliant, resilient infrastructure for Central Florida projects. |
What is surface contamination? Types and impact on infrastructure
Not all contamination behaves the same way, and not all of it announces itself visually. Understanding both categories is the foundation of any reliable surface preparation program.
Surface contamination on steel is formally defined to include two distinct categories. Visible contaminants are those you can see and physically remove: oil, grease, dust, mill scale, rust, and loose paint. Invisible contaminants are the real danger. Soluble salts like chlorides and sulfates impair coating adhesion and promote corrosion by drawing moisture through the coating film by osmosis, even after a surface appears blast-clean.
Here is how the two categories compare in terms of source, impact, and the challenge they create during inspection:
| Category | Examples | Primary impact | Detection challenge |
|---|---|---|---|
| Visible | Oil, grease, rust, mill scale, dust | Poor adhesion, delamination | Low: seen by eye |
| Invisible | Chlorides, sulfates, moisture | Osmotic blistering, corrosion | High: requires instruments |
The consequences are direct and expensive. Contaminated substrates cause premature coating failure, accelerated corrosion, and shortened asset life. For infrastructure like water tanks, bridges, or airport aprons, those failures translate to unplanned shutdowns and costly re-work.
Visible contaminants to watch for include:
- Mill scale: Forms on hot-rolled steel and creates a brittle layer that traps corrosion underneath
- Oil and grease: Prevent any mechanical or chemical bond between coating and steel
- Rust: Indicates active corrosion and usually comes with underlying soluble salt deposits
- Dust and loose particles: Physically break the coating-to-steel interface
Florida adds a layer of complexity. High ambient humidity accelerates flash rust after abrasive blasting, sometimes within minutes. Coastal and near-coastal sites in the Central Florida region accumulate chloride salts from salt-laden air, meaning a surface can pick up contamination between blast completion and coating application if proper controls are not in place. SSPC surface preparation guidelines address this window of vulnerability directly, recommending strict time limits between surface preparation and coating application.
Industry standards for defining and assessing surface cleanliness
Once you understand what you are dealing with, the next question is how to measure it. The industry does not leave that to guesswork. Two major standard systems define what a clean surface looks like and what methods are required to get there.
The SSPC (Society for Protective Coatings) system uses specification numbers that correspond to increasing levels of cleanliness. SSPC-SP1 for solvent cleaning removes visible oil, grease, and dirt. SP2 and SP3 handle hand and power tool cleaning. SP6 is a commercial blast, SP10 is near-white blast, and SP5 is white metal blast, the most thorough level. ISO 8501-1 uses a parallel but slightly different grading system. Rust grades A through D describe the initial condition of the steel, while preparation grades Sa1, Sa2, Sa2.5, and Sa3 describe the level of cleanliness achieved. These systems are visually equivalent in rust grades even though their numbering conventions differ.
For Florida infrastructure projects, particularly those involving FDOT specifications or municipal contracts, meeting the right prep grade is not optional. It is a contractual and compliance requirement.
The following table outlines how standards match to contaminant types and key thresholds:
| Standard | Contaminant addressed | Threshold/requirement |
|---|---|---|
| SSPC-SP1 | Oil, grease, visible soils | Visually oil-free per solvent wipe |
| SSPC-SP10/ISO Sa2.5 | Rust, mill scale | Near-white, 95% clean |
| SSPC-SP5/ISO Sa3 | All visible contaminants | White metal, 100% clean |
| SSPC Guide 15 | Soluble salts | Below 20 µg/cm² chlorides/sulfates |
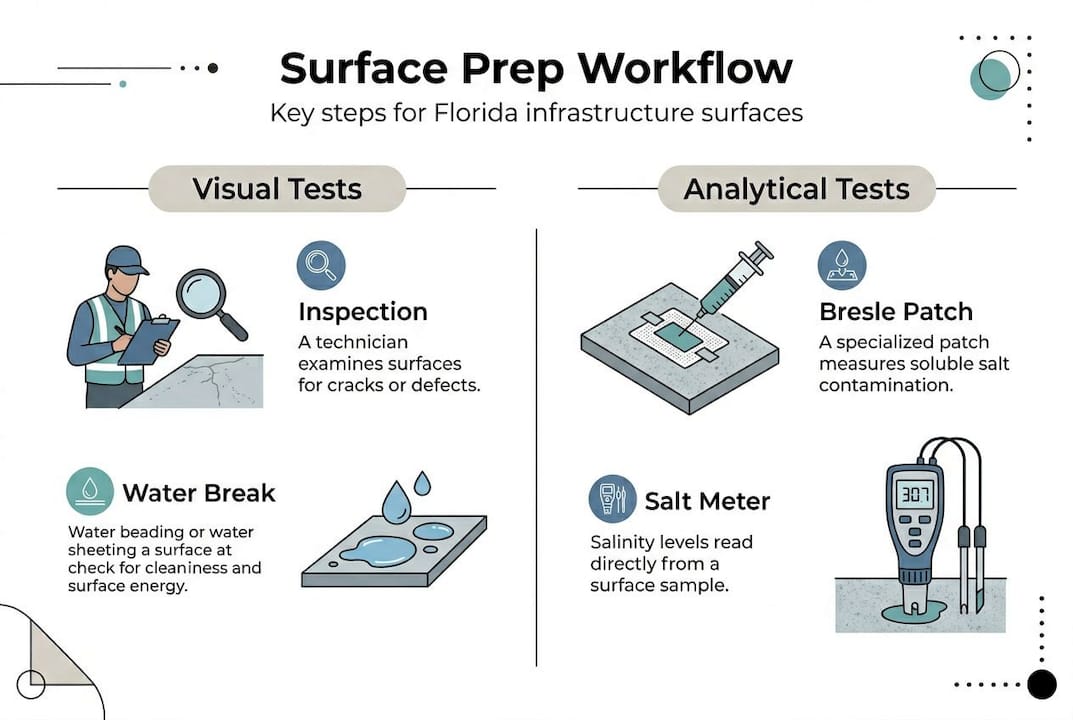
Verifying cleanliness is a sequential process, not a one-time glance. Here is how the assessment steps build on each other:
- Visual inspection using pictorial guides: Compare the surface to SSPC or ISO reference photographs to establish the prep grade achieved.
- Water break test: Apply clean water to the surface. Beading indicates residual oil or grease contamination.
- Salt meter measurement: Use a conductivity meter or Bresle patch to quantify soluble salt levels before coating.
- Surface profile check: Measure anchor profile depth (target 2.5 to 5.0 mils per ASTM D4417) to confirm the surface can mechanically bond with the coating.
- Documentation: Record all readings for compliance records and project closeout.
“Visual inspection provides a starting point, but it cannot detect soluble salts or subsurface contamination. Without conductivity testing, you are guessing at the single most common cause of early coating failure.” This reflects the consensus of both coating compliance standards and field experience across Florida infrastructure projects.
The surface prep best practices that experienced contractors follow always incorporate both visual and analytical assessment steps.
Test methods and verification: From solvent cleaning to salt measurement
Knowing the standards is one thing. Applying them on a jobsite in 90-degree Florida heat, with humidity above 80%, is another challenge entirely. Here is how contamination removal and verification works in practice.
The process follows a clear sequence. First, remove contamination. Then verify removal. Never assume removal was complete based on appearance alone.
Removal methods in order of intensity:
- Solvent cleaning (SSPC-SP1): Wipe or wash with appropriate solvents to lift oil and grease before any mechanical work begins.
- Hand and power tool cleaning (SP2/SP3): Mechanical removal of loose rust, paint, and scale using wire brushes, grinders, or needle guns.
- Abrasive blasting (SP5, SP6, SP10): Compressed air propels abrasive media to remove all remaining contaminants and create anchor profile simultaneously.
- Water jetting: High-pressure or ultra-high-pressure water removes contamination without introducing new abrasive particles.
Verification methods after cleaning:
The water break test, salt meters, and UV light form the standard verification toolkit. Each one catches what the others miss. UV light identifies oil residue invisible to the naked eye. The water break test confirms oil removal before blasting. Salt meters catch the invisible threat that fails most coatings.
The Bresle patch method, per ISO 8502-6 and 8502-9, extracts surface salts using a small adhesive cell filled with distilled water. The extract is then tested for conductivity, giving a reliable quantitative measurement. For managers concerned about environmental compliance, greener cleaning standards under ASTM E2893 provide protocols that reduce solvent use and waste generation, which matters when working near stormwater systems or sensitive sites.

Pro Tip: Always perform salt testing after abrasive blasting, not before. Blasting can spread salts that were concentrated in one area across the entire surface, making post-blast measurement the only accurate read.
Common pitfalls that cause verification failures:
- Skipping salt testing entirely because the surface looks clean after blasting
- Allowing flash rust to develop and then coating over it without re-testing
- Relying only on visual inspection for compliance documentation
- Ignoring ambient conditions (humidity above 85%, dew point within 5°F of steel temperature) that promote immediate recontamination
A solid surface prep workflow sequences every one of these steps and builds in decision points where work stops if readings are out of spec. That discipline is what separates compliant projects from warranty claims. The surface treatment process used on regulated infrastructure follows this discipline without exception.
Nuances, edge cases, and expert advice: Getting it right in Florida
Standards and test protocols give you a framework. Florida’s climate and the physics of contamination give you edge cases that frameworks alone do not fully cover.
The most important nuance: invisible salts persist under corrosion layers and beneath oil films even after aggressive blasting. ISO 8501-1 acknowledges that surfaces which appear visually clean may still carry soluble salts at damaging concentrations. This is not a theoretical risk. It is the documented cause of recurring coating failures on Florida water infrastructure, pipelines, and bridges.
Florida humidity creates a specific challenge with flash rust. After abrasive blasting, bare steel begins oxidizing almost immediately in humid conditions. Light flash rust, a uniform amber or brown stain with no roughness, can typically be wiped away and coated without re-blasting. Heavy flash rust with pitting or scale requires re-blasting. The judgment call in between is where experience matters, and where empirical data shows coatings fail even when surfaces appear clean to the naked eye.
Top mistakes facility managers see on underperforming projects:
- Accepting visual confirmation of cleanliness without conductivity testing
- Failing to account for flash rust time windows in hot, humid weather
- Neglecting to re-test after rain exposure or overnight dew accumulation
- Overlooking corrosion prevention in Florida requirements for regulatory documentation
- Using single-point salt measurements on large surfaces instead of multi-point sampling
Expert advice on verification: the effects of soluble salt contamination on steel are well established, and multi-method verification is the only reliable approach. Use water break testing for oil, Bresle patch for salts, visual comparison for blast grade, and profile gauges for anchor depth. Each method independently confirms a different contamination variable.
Pro Tip: For regulated projects, document every test result with timestamps, ambient conditions, and instrument calibration records. If a coating fails and you lack documentation, the burden of proof shifts entirely to you.
Why visual inspection alone fails: Lessons learned from Florida projects
After two decades working on Florida’s water tanks, airport infrastructure, municipal facilities, and industrial plants, we have seen the same failure pattern repeat itself: a surface that passed a visual check, received a full coating system, and began blistering within the first year. Every time the post-mortem analysis traced back to soluble salt contamination above threshold.
The industry has moved decisively away from relying on visual checks alone, and for good reason. Visual cleanliness is insufficient without salt and conductivity testing, because the human eye simply cannot see chloride or sulfate ions. SSPC and ISO standards differ slightly in how they grade surfaces, but they converge completely on one point: analytical measurement is not optional for critical infrastructure.
What we tell every client before a project starts: trust the instruments, not the appearance. A surface that sparkles after blasting can still carry 40 µg/cm² of chlorides, which is twice the threshold for safe coating application. The cost of a Bresle patch test and five minutes of measurement is a fraction of the cost of one coating failure. Working with a certified expert contractor who integrates analytical verification into every project phase is not overhead. It is the primary risk management tool available to facility managers.
Connect with professional surface contamination removal services
Applying these lessons is easier and safer when you partner with certified professionals who deliver compliant surface preparation and contamination removal.

Southern Sandblasting & Painting LLC brings 20+ years of field experience to every municipal and industrial project in Central Florida. Our teams use certified surface prep best practices and calibrated instrumentation to verify contamination removal before any coating goes down. Whether you need a full-service Orlando sandblasting services engagement, a site-specific contamination assessment, or a complete industrial coatings for Florida infrastructure program, our team is ready to help you meet compliance requirements and protect your assets for the long term. Contact us to schedule your consultation.
Frequently asked questions
What are the most problematic contaminants on steel surfaces?
Invisible soluble salts like chlorides and sulfates are the leading cause of coating failure, while visible contaminants like oil, grease, rust, and mill scale create immediate adhesion barriers that are easier to detect but equally damaging if left in place.
How do I verify if a surface is truly clean for coating?
Combine visual inspection, a water break test, and Bresle patch salt measurement. Multi-method verification is the only reliable way to confirm a surface is ready for coating application.
What is the minimum salt threshold for coating application?
Industry benchmarks specify below 20 µg/cm² for both chlorides and sulfates before any protective coating system is applied to steel infrastructure.
Are there Florida-specific rules for surface contamination removal?
Florida infrastructure projects typically follow national SSPC and ISO standards. For state-funded or FDOT projects, consult project specifications directly, as UF/IFAS and state resources align with these national benchmarks.
Why does visual inspection often miss contamination?
Soluble salts and residual moisture are chemically invisible to the eye, and instrumental testing is required to detect these contaminants even when a surface appears clean after abrasive blasting.




