TL;DR:
- Thermal spray coating builds protective layers by propelling heated particles onto surfaces without significant heat transfer, preventing structural damage. It offers versatile, durable protection against wear, corrosion, and thermal effects for infrastructure in humid environments like Central Florida. Proper surface preparation, process selection, and maintenance extend asset lifespan, making thermal spray coatings a valuable solution for municipal and commercial facilities.
Most facility managers assume that applying a protective coating means subjecting the underlying structure to intense heat, which risks warping steel, weakening welds, or distorting precision components. That assumption kills a lot of conversations before they start. But what is thermal spray coating? It is a process that builds protective layers on a surface by propelling heated particles onto a substrate without transferring significant heat into that structure. For municipal and commercial facilities in Central Florida managing bridges, water tanks, pipelines, and industrial equipment, this distinction matters enormously. This guide covers how the process works, which methods suit your needs, and what you need to know before specifying a job.
Table of Contents
- Understanding thermal spray coating: process and benefits
- Common thermal spray methods and their differences
- Thermal spray coating thickness, microstructure, and durability factors
- Key considerations for applying thermal spray coatings on municipal and commercial infrastructure
- Why thermal spray coating is a game-changer for Central Florida infrastructure protection
- Explore professional thermal spray coating and surface preparation services in Central Florida
- Frequently asked questions about thermal spray coating
Key Takeaways
| Point | Details |
|---|---|
| Thermal spray definition | Thermal spray coating deposits heated materials onto surfaces to form protective layers without damaging the substrate. |
| Variety of methods | Multiple thermal spray methods exist, differing by heat source and particle velocity, impacting coating properties. |
| Thickness ranges | Typical coating thicknesses range from 50 micrometers to 2 millimeters, influencing durability and function. |
| Surface prep essential | Proper surface preparation is critical for coating adhesion and lasting protection on infrastructure assets. |
| Ideal for Florida infrastructure | Thermal spray coatings are especially suitable for Central Florida infrastructure due to minimal substrate heating and resilience. |
Understanding thermal spray coating: process and benefits
Thermal spray coating uses heated powder or wire feedstock propelled at high velocity to form protective layers without significant heating of the underlying substrate. The feedstock (the raw material being sprayed) is introduced into a heat source, whether a flame, plasma arc, or electric arc, and accelerated toward the prepared surface. When particles impact the surface, they flatten, cool rapidly, and bond to form a dense, layered coating.
What makes this process distinct is the minimal heat transfer into the base material. The particles themselves are hot. The substrate stays relatively cool. This means you can coat a steel beam that is already part of a load-bearing structure, a water tank wall, or a pump housing without worrying about dimensional changes or metallurgical damage.
Common feedstock materials used in thermal spray coating include:
- Zinc and aluminum alloys (for galvanic corrosion protection)
- Tungsten carbide (for extreme wear resistance)
- Chromium oxide (for abrasion and chemical resistance)
- Stainless steel and nickel alloys (for high-temperature and corrosion applications)
- Ceramic powders (for thermal barrier and electrical insulation)
The core benefits of thermal spray coating include wear resistance, corrosion protection, thermal resistance, and the ability to restore worn surfaces to original dimensions without replacing the entire component. For a facility manager, that last point is significant. Rebuilding a worn pump shaft with a thermal spray deposit and regrinding it to spec costs a fraction of sourcing and installing a replacement.
Thermal spray coatings can be applied to almost any surface geometry, including curved pipes, flanged connections, and large flat panels, making them one of the most versatile protective solutions available for infrastructure work.
Pro Tip: Always specify the intended operating environment (temperature range, chemical exposure, impact loading) to your coating contractor before selecting a feedstock material. The wrong material choice is the most common reason thermal spray coatings underperform.
Common thermal spray methods and their differences
Understanding which process fits your project requires knowing how each method generates heat and what that means for coating quality. Five major thermal spray types include plasma, flame, electric arc, HVOF, and detonation gun spraying, each differing by heat source and particle velocity.
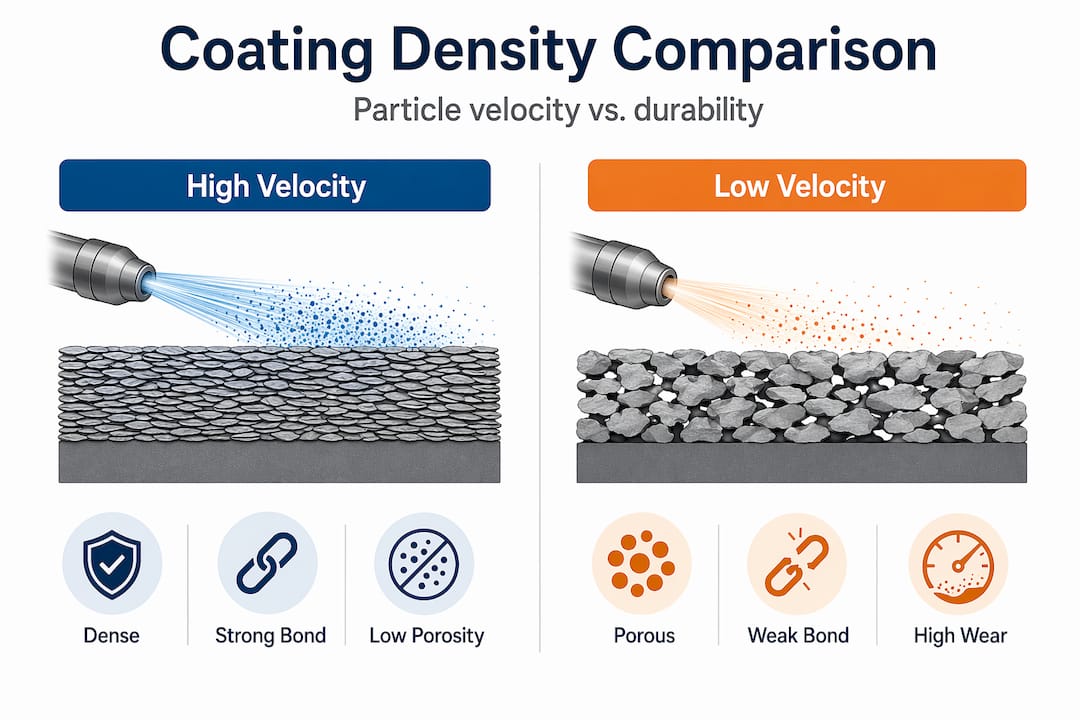
Higher particle velocity generally means denser coatings with stronger bond strength and lower porosity. Lower velocity methods are more economical but may leave coatings with higher porosity, which is acceptable for some applications but not for others. Before thermal spray work begins on any infrastructure project, a properly executed surface preparation workflow determines how well any of these methods will actually bond.
| Method | Heat source | Particle velocity | Typical bond strength | Best applications |
|---|---|---|---|---|
| Flame spray | Combustion gas | Low (80–150 m/s) | Moderate | General corrosion protection, dimensional restoration |
| Electric arc spray | Electric arc between wires | Moderate (100–200 m/s) | Good | Zinc/aluminum corrosion coatings on bridges, tanks |
| Plasma spray | Plasma arc (15,000°C+) | High (200–500 m/s) | Very good | Ceramic coatings, thermal barriers, aerospace components |
| HVOF | High-velocity oxy-fuel combustion | Very high (500–800 m/s) | Excellent | Tungsten carbide wear coatings, pipeline protection |
| Detonation gun | Controlled detonations | Extremely high (700–1,000 m/s) | Outstanding | Precision wear coatings, high-load bearing surfaces |
Key factors to evaluate when selecting a method:
- The hardness and wear demands of the operating environment
- Required coating density and porosity tolerance
- Whether the substrate geometry allows access for the spray equipment
- Project budget constraints relative to performance requirements
- Regulatory or specification requirements for the asset class
For most Central Florida municipal infrastructure, electric arc spraying with zinc or aluminum is a workhorse solution for large surfaces like water tanks and structural steel. HVOF becomes the right call when you are dealing with pump components, valve bodies, or anything seeing abrasive wear.
Thermal spray coating thickness, microstructure, and durability factors
Thickness is not just a number. It directly determines how long a coating will protect before it wears through or needs reapplication. Coating thickness typically ranges from 50 micrometers to 2 millimeters, with some applications reaching up to 10 millimeters depending on method and feedstock. For a water tank or a bridge girder in a coastal Florida environment, that range gives you real flexibility in specifying for service life.

The internal structure of the coating matters as much as its thickness. Rapid solidification of particle splats creates characteristic porosity and lamellar (layered) structures that can be tuned by adjusting process parameters. A more porous coating may be acceptable as a bond coat for a paint system but would be inadequate as a standalone corrosion barrier in a saltwater-adjacent environment.
| Parameter | Effect on coating properties | Infrastructure relevance |
|---|---|---|
| Torch power / gun settings | Higher power increases particle temperature and melting | Affects bonding with substrate |
| Stand-off distance | Closer = hotter, denser impact; farther = cooler, more porous | Critical for coating density spec |
| Spray angle | Perpendicular gives best density; off-angle creates shadow porosity | Matters for complex geometries |
| Feedstock particle size | Finer particles melt more uniformly | Affects coating consistency |
Process parameters like torch power and stand-off distance are where the experience of your contractor shows. An operator who understands how these variables interact can dial in a coating that matches your performance specification. One who does not will deliver inconsistent results regardless of what material they are spraying.
Pro Tip: Request a cross-section metallographic analysis on test coupons before full-scale application on a critical asset. This confirms porosity levels, bond strength, and thickness uniformity before the project scales up.
Key considerations for applying thermal spray coatings on municipal and commercial infrastructure
Good coating performance starts well before the spray gun fires. Proper surface preparation is essential to ensure coating adhesion and longevity on both metallic and non-metallic substrates. Skip this step or cut it short, and even the most expensive HVOF tungsten carbide coating will delaminate under service loads.
Step-by-step thermal spray application workflow for infrastructure projects:
- Assess the substrate. Document existing corrosion, mechanical damage, and contamination. This determines what prep work is required.
- Remove existing coatings and contaminants. Sandblasting or abrasive blasting clears rust, old paint, mill scale, and surface oils.
- Profile the surface. Blast to a surface profile of 2.5 to 4 mils (SSPC-SP 5 near-white or white metal for thermal spray work) to give the coating a mechanical anchor.
- Spray immediately after prep. Abrasive blasted steel begins oxidizing within hours. Thermal spray must follow quickly, especially in Florida’s humid air.
- Apply coating in controlled passes. Multiple thin passes build the specified total thickness more uniformly than single thick deposits.
- Inspect and test. Pull-off adhesion tests and thickness measurements confirm the coating meets specification before the asset returns to service.
Common pitfalls to avoid:
- Allowing moisture or condensation on the substrate before spraying
- Ignoring surface profile requirements and spraying over improperly prepared steel
- Applying coating at an off-angle on complex geometries without adjusting technique
- Failing to plan maintenance inspection intervals after application
Post-application, a simple annual inspection program catches early signs of coating wear, particularly at edges, fastener holes, and weld zones where the coating is thinnest. Scheduling those inspections proactively extends service life and prevents the far more expensive scenario of coating failure triggering substrate corrosion on a critical municipal asset.
Why thermal spray coating is a game-changer for Central Florida infrastructure protection
Here is the perspective that most coating discussions skip entirely: in Central Florida, your real enemy is not just corrosion. It is the combination of humidity, UV exposure, standing water, biological fouling, and intermittent mechanical impact working simultaneously on your assets. That combination degrades conventional paint systems faster than the manufacturers’ datasheets suggest.
Thermal spraying deposits coatings with minimal bulk substrate heating, preventing distortion and preserving the structural integrity of municipal assets. This is not a minor technical footnote. For aging infrastructure where structural tolerances are already at the low end of acceptable, a coating process that introduces zero thermal stress is the only responsible choice.
The misconception we hear most often from facility managers is that thermal spray coatings are a one-and-done solution that never needs attention. They are not. But here is what they actually are: a system that dramatically extends inspection intervals and recoating cycles compared to conventional liquid-applied coatings. A zinc arc spray on a bridge girder in a coastal environment can provide 20 to 40 years of corrosion protection with minimal maintenance. That same girder with a standard paint system may need recoating every 8 to 12 years.
The second misconception is that thermal spray coatings are difficult or expensive to repair. In practice, localized damage can be spot-repaired by re-blasting the affected area and respraying without disturbing the surrounding coating. For large infrastructure assets where full scaffold mobilization is the costly part of any maintenance job, the ability to repair rather than replace the entire coating system is a major financial advantage.
Understanding which industrial coating type fits your asset requires matching the coating to your specific service environment. In Central Florida, that means accounting for salt-laden air moving inland from both coasts, the corrosive microclimate around water treatment facilities, and the mechanical wear demands on high-traffic commercial infrastructure. Thermal spray, applied correctly, handles all three.
Explore professional thermal spray coating and surface preparation services in Central Florida
Understanding the process is the first step. Getting it executed correctly on your specific assets is where the real work begins.

At Southern Sandblasting & Painting LLC, we have over 20 years of experience delivering industrial coatings solutions to municipal and commercial facility managers across Central Florida. From water tanks and airport infrastructure to pipelines and city bridges, we manage the full workflow from surface prep through coating application, ensuring every job meets specification before it leaves our crew. Our sandblasting and equipment capabilities mean the substrate is ready to receive your coating the right way, every time. Contact us to discuss your facility’s coating requirements and get a project-specific recommendation.
Frequently asked questions about thermal spray coating
What surfaces can thermal spray coating be applied to?
Most metallic and non-metallic surfaces can receive thermal spray coatings provided they are properly prepared to ensure strong adhesion and long-term performance.
How thick are typical thermal spray coatings?
Coating thickness typically ranges from 50 micrometers to 2 millimeters, though specific applications may require thicknesses up to 10 millimeters depending on the process and material selected.
Does thermal spray coating damage the underlying substrate?
No. Thermal spray deposits heated particles with minimal heat transfer to the base material, preventing the distortion or metallurgical damage that other high-heat processes risk.
What are the main types of thermal spray processes?
The five main thermal spray methods are plasma spraying, flame spraying, electric arc spraying, HVOF, and detonation gun spraying, each differing in heat source and particle velocity, which directly affects coating density and bond strength.
Why is surface preparation critical before thermal spraying?
Proper surface preparation cleans and profiles the substrate to give the coating a mechanical anchor, preventing premature delamination and ensuring the coating meets its intended service life.




